Copyright HGLASER Engineering Co. Ltd. Todos os direitos reservados.
Notícias
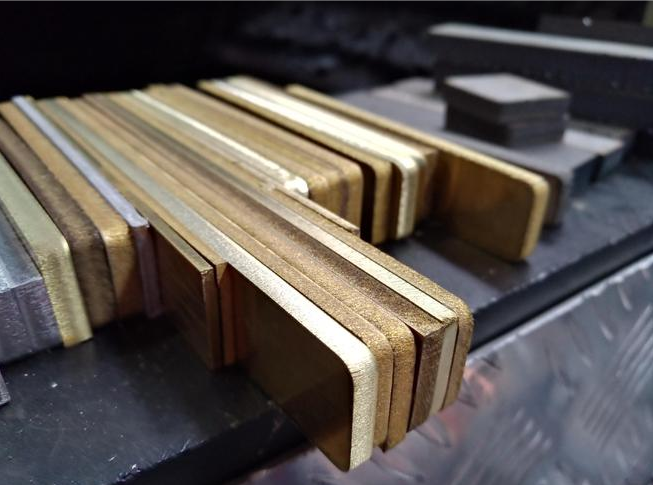
Os requisitos para a máquina de corte a laser para diferentes materiais metálicos
2023-02-162186
Corte a laser de aço carbono geral
Aço de baixo carbono com teor de ferro superior a 99% é adequado para corte a laser de fusão de oxigênio. A reação de oxidação do ferro gerará uma grande quantidade de calor, o que pode reduzir as necessidades de energia do laser. Além disso, o oxigênio pode entrar livremente no material fundido através da camada de óxido de ferro causada pela reação de oxidação. Devido à baixa viscosidade da escória de óxido, é fácil ser soprado pelo fluxo de ar. Portanto, o corte a laser de aço de baixo carbono tem alta velocidade e corte suave.
Corte a laser de aço inoxidável
O nitrogênio de alta pressão é geralmente usado para cortar aço inoxidável. A energia do laser é alta, a incisão é branca, brilhante, não-oxidação, não-descoloração, e menos rebarba. Se o oxigênio é usado para cortar, a velocidade pode ser mais rápida sob a mesma potência, mas o corte será oxidado e preto. Considerando que o aço inoxidável contém diferentes componentes de cromo ou níquel, diferentes tipos de aço inoxidável podem exigir diferentes parâmetros de corte, e o efeito também é diferente.
Material de cobre de corte a laser
O cobre é muito semelhante ao alumínio. O bronze tem uma alta refletividade ao laser, mas o cobre vermelho (roxo) precisa de sopro de oxigênio para cortar melhor. Haverá bordas ásperas na parte de trás, que é fácil de raspar.
Corte a laser de materiais de alumínio
Devido à alta refletividade do alumínio e suas ligas ao laser, ele precisa usar maior energia para cortar melhor. Ar ou nitrogênio podem ser usados para cortar. A incisão é relativamente branca, mas há uma pequena quantidade de pêlos de espuma na parte de trás do corte de ar e nitrogênio, mas é fácil de remover.
Corte a laser de ligas de níquel
O corte a laser da liga de níquel é semelhante ao corte de aço inoxidável, mas devido à alta viscosidade do níquel fundido, a escória é mais provável de aderir à parte de trás da costura de corte, que é fácil de produzir rebarbas. Geralmente, é melhor cortar com oxigênio.
Corte a laser de titânio e suas ligas
O corte de oxigênio produzirá reação violenta porque a reação de oxidação do titânio libera muita energia térmica. Embora a velocidade seja muito rápida, é fácil fazer com que a incisão queime excessivamente. De um modo geral, o corte a ar é usado. Há uma pequena quantidade de escória nas costas, mas é fácil de remover e controlar o efeito de corte. O corte de nitrogênio também pode reduzir o problema da poluição por oxidação, mas o efeito térmico do corte pode facilmente alterar as propriedades mecânicas dos materiais.
Sobre a HGTECH: A HGTECH é pioneira e líder de aplicação industrial a laser na China, e fornecedora autorizada de soluções globais de processamento a laser. Dispomos de forma abrangente máquinas inteligentes a laser, linhas de produção de medição e automação e construção de fábrica inteligente para fornecer soluções globais para fabricação inteligente.
Você também pode estar interessado em:
-
info@hglaser.com
-
+86 27 8718 0225
-

-
