Copyright HGLASER Engineering Co. Ltd. Todos os direitos reservados.
Notícias
Análise do processo de soldagem a laser de bateria
2022-07-202089
A seleção razoável de métodos e processos de soldagem no processo de produção de baterias é muito importante, o que afetará diretamente o custo de produção, qualidade e desempenho de segurança da bateria.Como um novo método de soldagem avançado, o processo de soldagem a laser de bateria está sendo amplamente utilizado.
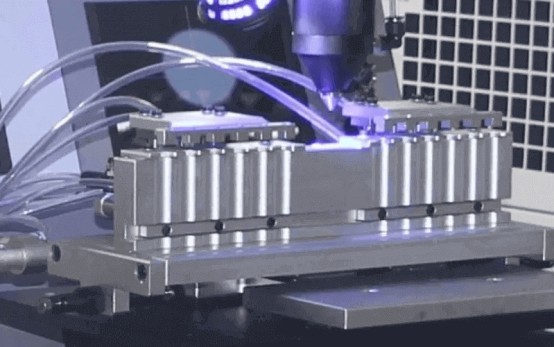
O princípio da soldagem a laser de bateria
A soldagem a laser de bateria é focar o feixe de laser em uma pequena área da peça de trabalho através de um sistema óptico e usar sua excelente direcionalidade e alta densidade de potência para processar a peça de trabalho para formar uma área de fonte de calor com alta concentração de energia em um tempo muito curto. é fundido e um forte ponto de solda e costura são formados para completar a tarefa de soldagem.
Vantagens do processo de soldagem a laser de bateria
O processo de soldagem a laser a bateria tem energia concentrada, alta precisão de soldagem, alta eficiência e soldagem firme. O feixe de laser é fácil de focar, flexível e conveniente, e pode ser redirecionado entre acessórios ou obstáculos ao redor da peça de trabalho, a energia de soldagem pode ser controlada com precisão, o efeito de soldagem é estável e a aparência de soldagem é boa. A entrada de calor em todo o processo de soldagem é pequena, a área afetada pelo calor é pequena e a deformação e a tensão residual da peça de trabalho são pequenas. Soldagem a laser a bateria, soldagem sem contato, transmissão por fibra óptica, boa acessibilidade e alto grau de automação. Ao soldar materiais de bateria finos ou fios de diâmetro fino, não haverá problemas de derreter. A soldagem a laser a bateria pode fornecer soldagem de alta resistência para várias combinações de materiais, especialmente ao soldar entre materiais de cobre e alumínio.
Atenção à condição da peça de trabalho
A soldagem a laser a bateria requer que a borda da peça de trabalho da bateria seja conectada e processada, o que requer alta precisão, o ponto e a solda estão estritamente alinhados, e a precisão de montagem original da peça de trabalho e o foco do ponto não podem ser alterados durante a soldagem processo devido à transferência de calor de soldagem. Isso ocorre porque o ponto do laser é pequeno, a costura de solda é estreita e os enchimentos não precisam ser adicionados. Geralmente, a folga entre o conjunto da junta de topo das placas e o desvio do ponto de luz para a costura não deve ser maior que 0,1 mm, e o lado errado não deve ser maior que 0,2 mm. Para obter um bom efeito de soldagem, a folga de topo e a folga de sobreposição permitidas devem ser controladas dentro de 10% da espessura da chapa.
Você também pode estar interessado em:
-
info@hglaser.com
-
+86 27 8718 0225
-

-
