Copyright HGLASER Engineering Co. Ltd. Todos os direitos reservados.
Notícias
Quais são os problemas que a máquina de corte a laser frequentemente encontra no processo de corte real?
2021-11-192100
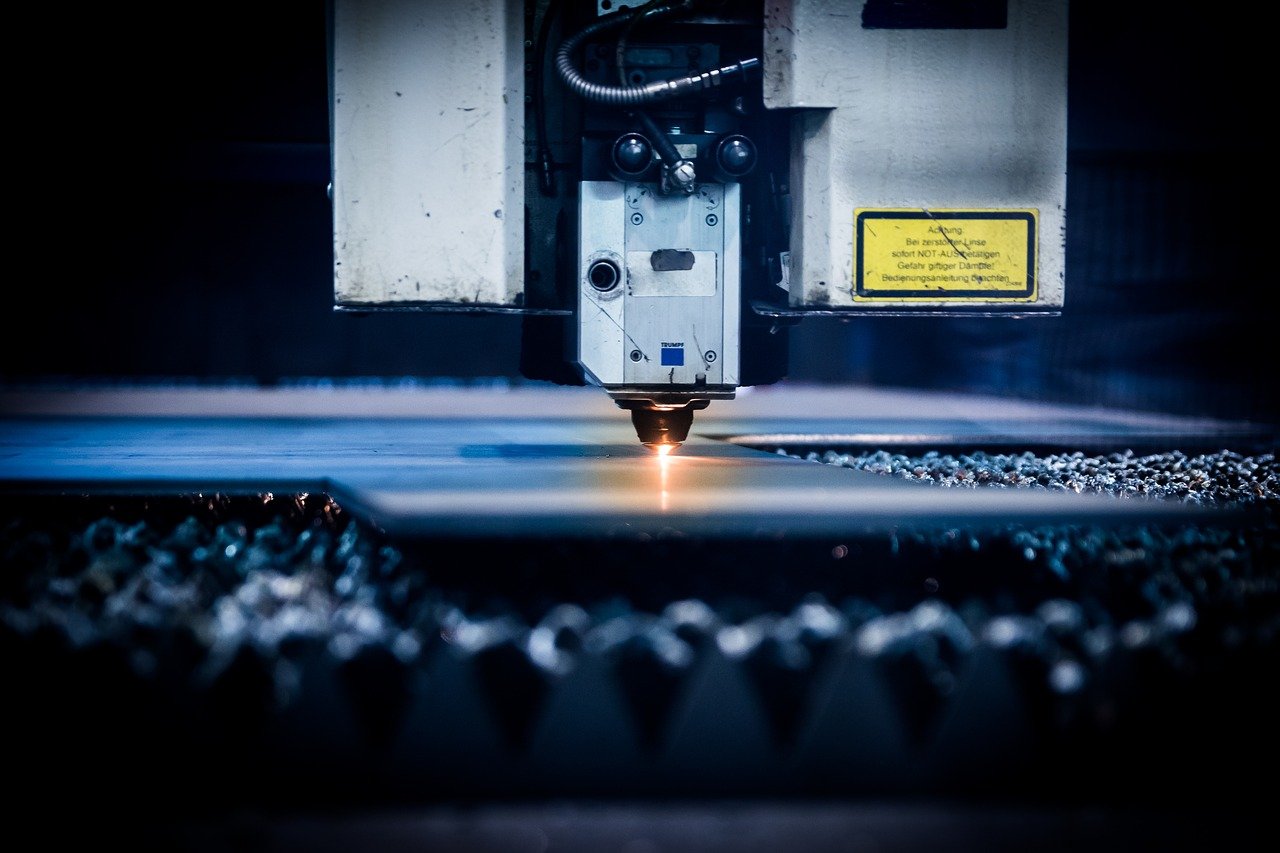
Durante o processo de corte da máquina de corte a laser, o feixe é focado pela lente da cabeça de corte em um pequeno ponto focal, de modo que o ponto focal pode atingir uma densidade de alta potência e a cabeça de corte é fixada no eixo z . Neste momento, a entrada de calor pelo feixe excede em muito a parte do calor refletido, conduzido ou difundido pelo material, e o material é rapidamente aquecido até a temperatura de fusão e vaporização. Ao mesmo tempo, um fluxo de ar de alta velocidade derreter do lado coaxial ou não coaxial. E o material vaporizado é expelido para formar orifícios para cortar o material.
Nos últimos anos, a tecnologia de corte a laser está se desenvolvendo a uma velocidade sem precedentes, com uma taxa de crescimento anual de 15% a 20%. Desde 1985, meu país cresceu a uma taxa de quase 25% ao ano.
Em comparação com o oxiacetileno tradicional, plasma e outros processos de corte, a velocidade de corte a laser é rápida, a fenda é estreita, a zona afetada pelo calor é pequena, a borda da fenda é perpendicular e a borda de corte é lisa. existem muitos tipos de materiais que podem ser cortados a laser, incluindo aço carbono., aço inoxidável, aço de liga, madeira, plástico, borracha, tecido, quartzo, cerâmica, vidro, materiais compostos, etc.
Então, quais são os problemas que a máquina de corte a laser frequentemente encontra no processo de corte real?
Análise de soluções para problemas frequentemente encontrados por máquinas de corte a laser no processo de corte real:
1. Não há resposta após a máquina de corte a laser ser ligada
Este tipo de problema é geralmente causado pela saída e entrada da fonte de alimentação, o que pode ser resolvido verificando a fonte de alimentação; a falha de energia é geralmente causada pela queima do fusível ou pelo problema do interruptor de alimentação, o que requer melhor e fusível de alta qualidade e chave de controle.
2. A luz de saída da máquina é muito fraca após funcionar por um período de tempo
Ao se deparar com essa situação, primeiro verifique se a distância focal mudou. Se não houver alteração, verifique se a lente de foco da máquina foi contaminada; se o sistema de caminho óptico se desviou acidentalmente; o mais importante é verificar se o a circulação da água está fluindo, e a circulação da água é a coisa mais importante. A suavidade pode dissipar o calor da máquina de corte a laser tanto quanto possível, melhorar a conversão de energia do equipamento a laser e, finalmente, atingir o foco da fonte de luz.
3. Faíscas anormais costumam aparecer ao cortar aço carbono fino
Sabemos que, ao cortar aço carbono fino a laser, as chamas são normalmente longas e planas, com menos pontas duplas, e faíscas anormais afetarão a suavidade e a qualidade de processamento da superfície de corte da peça. Neste momento, quando outros parâmetros estão normais, deve-se considerar a perda do bico do cabeçote do laser.Se o problema existir, o bico deve ser trocado a tempo.
Se não houver substituição de um novo bico, a pressão do gás de trabalho de corte deve ser aumentada. Se a rosca na conexão entre o bico e a cabeça de corte a laser estiver solta, o corte a laser deve ser suspenso imediatamente, verifique o status da conexão da cabeça de corte a laser e reinstale a rosca.
4. O furo redondo processado ou deformação em linha reta
Quando esse tipo de falha ocorre, devemos primeiro descartar se o software de controle de corte a laser está se movendo normalmente. Por exemplo, desenhe uma linha reta para observar se a cabeça do laser está se movendo em uma linha reta durante o processamento. Isso pode basicamente eliminar a possibilidade de problemas de software.
Ao mesmo tempo, esta etapa também pode encontrar problemas anormais de folga na estrutura mecânica. Depois de excluir o software e as possibilidades mecânicas, devemos pensar se a energia do laser está muito alta e se a área sem processamento é afetada pela alta energia. Observe se a aresta de corte da peça de trabalho está derretida, a aresta de processamento normal deve ser lisa e plana.
Quando isso acontecer, devemos reduzir adequadamente a potência do laser ou os parâmetros de frequência para resolver o problema. Também é relativamente incomum. Defeitos como a deformação da lente de foco no cabeçote do laser também podem causar esses problemas. Ele pode ser avaliado observando se o feixe do cabeçote do laser é concêntrico ou não.
5. A peça de trabalho frequentemente tem rebarbas
A peça muitas vezes tem rebarbas. Devemos dar prioridade aos fatores que causam as rebarbas durante a operação de corte. Não podemos aumentar cegamente a velocidade de corte, porque aumentar cegamente a velocidade, no processo de corte real, é muito fácil ver o folha não sendo cortada Esta situação é particularmente proeminente ao processar folhas revestidas de alumínio-zinco. Neste momento, outros fatores da máquina-ferramenta devem ser levados em consideração para resolver o problema, como se o bico deve ser substituído ou o movimento do trilho guia é instável.
6. O laser não está totalmente cortado
O motivo deste problema: verifique se a seleção do bico de laser corresponde à espessura da placa processada, substitua o bico ou processe a placa; verifique se a velocidade da linha de corte a laser é muito rápida e controle a redução da velocidade da linha de acordo com a condição real da placa.
Você também pode estar interessado em:
-
info@hglaser.com
-
+86 27 8718 0225
-

-
